I designed a battery spot welder HERE and had many requests from people to design a pulse arc welder to weld and repair jewelry. These welders are like small TIG welders that will produce a very hot plasma flame and basically melt all type of metals like gold, silver, aluminum etc together. This welder will be adjustable from 0 to 250WattSecond and will have certain adjustments that will make it possible to also weld metals that are very hard to weld.
In a previous attempt I tried to use my capacitor discharge welder to achieve the above and believe it or not I did manage to make a couple of successful welds.
 |
| Two metal washers |
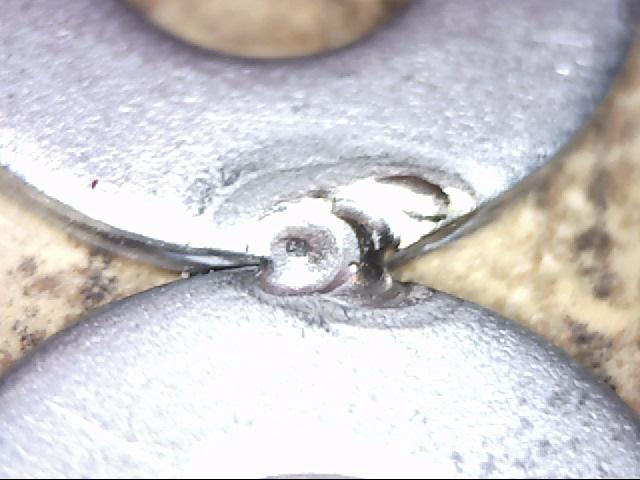
 |
| Copper wire to a metal washer
I machined a stylus and mounted a solenoid with a collet and a tungsten electrode inside the stylus. The stylus also has ports for argon gas to shield the weld from the air around it producing a very clean and shiny weld.
 
I also designed an electronic board with two Pulse width modulated relay driver circuits to operate the two solenoids. This board has a microprocessor that will determine when the electrode touches the work piece to energize the argon solenoid and pull the electrode back.
 I can hear everyone asking, why a relay driver circuit and why do you need a processor to energize these solenoids? Why can't you just do it with a switch? The pulse width relay driver circuit is just to limit the current and also save some money on big heat sinks and components getting hot and burning out etc. This circuit works great and will definitely be used in the final design. A better explanation about how the circuit works can be found in my other blog HERE and HERE A solenoid however is very slow. We are talking "PULSE ARC" and with the pulse I mean, energizing an electromagnet, waiting for the buildup of a magnetic force, retract an electrode away from the work piece, firing a pulse, creating an arc and getting a plasma flame lit, all within 0.1 thousands of a second(MIN) to 40 thousands of a second(MAX). Clearly, a switch is not going to work here, we need a fast processor that will calculate the resistance between the electrode and the work piece as it moves away and then fires the pulse at the right moment or the electrode will get burned to the work piece, contaminating and ruining the weld. 
Here is the prototype microprocessor relay driver board(Schematic above) that I will be using to energize the argon gas and electrode solenoid. The processor will calculate the exact moment to fire the mosfets which will ignite a very controllable plasma flame. I included a flashing led(LED 3) to indicate if the processor is running for trouble shooting purposes.
I spent the last two weeks building a small mosfet board to fire the biggest of 7 capacitors. I also changed some of the components on the board above for the new voltages this welder will be using and ordered a capacitor from China, which at NO SURPRISE IS 35% smaller than advertised.
I noticed that one of the readers of this blog already said that he hopes this project does not takes as long as my Capacitor Discharge project. I guess he meant it good and was trying to say that he is really interested in this project and in an hurry to start to use it. Designing and building something like this takes a lot of time and money. I am working on a budget and trying to make time for this project between work and Family so please be patient. I worked on the software this weekend and  The processor is doing calculations while the electrode is moving away and fires a very repeatable and precise 5V pulse (Yellow Graph 1Volt /block vertical) at about 14uS before the electrode completely disconnects from the work piece. This pulse will ignite the plasma flame and is software adjustable. Any donation will speed up this project and will be very appreciated, thank you. MORE TO FOLLOW............. |
If design will be as high quality as resistance welder I'm more than thrilled to see the results of Your work :-)
ReplyDeleteIf You need tester - I'll be happy to help.
I hope that building new unit won't take that long as resistance welder.
This comment has been removed by the author.
ReplyDeleteThis will be great! I'll be waiting for more info on this gadget.
ReplyDeleteI'm glad that you are still improving "Pulse Arc Welder" - I can't wait to see the progress. I've already worked with the Chinese welder machine, but I have sold it and currently I have "Pulse Arc Welder" made by ABI. This version has welding and capacitor discharge machine in one casing. I have to admit that it's an interesting solution, but it also has disadvantages. If you're interested in this design just let me know and I'll send you pictures. I can also help you with practical matters, because I'm a jeweler.
ReplyDeleteI wish you all the best in your further work.
Kind regards,
Bogdan
Thank you Bogdan, I sent you an email.
DeleteBogdan Borowski than you
Deletehello my name is Jordi
I have read that you have been using a Chinese-made spot welder I'm interested in the acquisition of a soldering iron to gold and silver. I searched the internet and if I search "Pulse Argon Spot
Welder "I see a welding device that works with China fabracion to not oxidize argon welding.
not if it is the same device that you had. I could comment that device version please've had really worked properly and whether made in China or not it works. Do not know if you'll have some video of Chinese fabriacion welder and how it worked
I have seen that is an option for about $ 350, but not if it is a good investment. I could comment on the Chinese appliance you had to weld? the price and quality model and if it really served to do repaciones silver and gold jewelry such as rings welded, put as rings, welded parts?
if the option interesanet welder made in China if you could give me a video of how it worked, and where you bought model
Thank you very much for your help
my email is jordi.sm @ teleline.es
Вы закончили проект ? Купить можно ?
DeleteLet us know if you are offering the kits for the DIY pulse arc welder also alongwith your CD welder. If so let us have payment details.
ReplyDeleteI really enjoyed your article, thank you for the useful content.
ReplyDeleteThis answers some of the questions I left on the YouTube video..im drawing the conclusion that if I added a selonide and related control hardware my CD design could probably do this too (given at least 1 more super cap in series so I'm comfortablely above the ionization min of argon ) did u look into using a hf gen instead of the mechanical pull back? As much as I want to dump all my time into this I'm stuck moving at the moment and it's pissing me off not to have a bench lol
ReplyDeletehi , i have question, if you use cap bank in 20Volt range why the solenoid is little? i mean with this range voltage you need more current and your solenoid that twist around electrode is not enough!!am i right????
ReplyDeleteFountain, no, the solenoid is powered from a 12v source. The 20v cap bank is discharged with a separate MOSFET board and the current flows through the electrode into the workpiece.
DeleteHello,
ReplyDeleteI also wanna try making a design for a pulsed arc welder. When i'm reading your specs of 250joules of energy at around 14v in 40ms. Am I right in assuming the switching components have to handle at least 440amps?
Besides this i'm also curious if it's absolutely nessasary to have a shielding gas like argon, I'm hoping the pulsed arc is close enough to a laser welding pulse and shielding is optional (I currently don't have access to argon gas..)
Depends what you want to do, but almost always yes. When metals are hot (molten in this case) they rapidly absorb oxygen. This creates porosity (little bubbles and holes), weld points can oxidize from inside and outside you'll get a layer of oxides. So if you don't need strength or looks, maybe.
DeleteArgon also "tames" the arc. Without it it is difficult to control where the arc touches down, the stability of it, the shape, and penetration.
It's basically the same process as TIG (tungston inert gas) welding. If you google that, you'll get all the info that would apply here.
Depending on your use case, you could get a cheap DC inverter welder , and a TIG endpiece and do what's called Scratch Start Tig. Would cost a bit less than 100usd, not including the argon.
The welder will be mostly used for post processing cast parts, I'm casting brass at the moment mostly but I want to start casting Silver later aswell. When casting I regularly get small spots where casting wasn't perfect. most stuff I can polish out but sometimes there are small holes. I'd like to fill the holes so I don't have to scrap the castings that aren't perfect. (Holes are less than 1mm in diameter and about 1mm deep at most.)
DeleteParts I'm making are less than 10cm in size
Sounds like I would need argon for it, I'll try to find some :)
Do you maybe have pictures of test pieces that are done without argon?
I currently own a cheap stick welder, I'm thinking of building a fet switching board for it so I can pulse the output of it using some of these fets:
https://lcsc.com/product-detail/MOSFETs_HUAYI-HYG006N04LS1TA_C2982928.html
The automatic retracting stick thing for pulsed arc weling i'll probably design later if this works okay and I don't blow anything up.
Hi Fritz,
ReplyDeleteI was also designing a arc welder for welding jewellery and got stuck at some point. Your blogspot helped me to get out of it and now my welder has improved.
Thank you for that.
Regards,
Rishi Soni.
I like DIY. thank you very much..!
ReplyDelete